تدابير فعالة لحل مشكلة نقل طلاء الألومنيوم
الطريقة الصحيحة لحل مشكلة نقل طلاء الألومنيوم: ضمان الالتصاق المؤهل بين طلاء الألومنيوم والركيزة، وتقليل الضغط بين كل طبقات التصفيح.
حل | عملية |
ضمان الالتصاق المؤهل بين طلاء الألومنيوم والركيزة | اختبار التصاق طلاء الألومنيوم: استخدم شريط 3M وختم الحرارة EAA لاختبار ما قبل الاستخدام |
تقليل الضغط بين كل طبقات التصفيح | |
السيطرة على التوتر بشكل صحيح | |
استخدم المادة اللاصقة بشكل صحيح |
(1)&نبسب;تأكد من الالتصاق المؤهل بين طلاء الألومنيوم والفيلم الأساسي
يعد اختيار طلاء الألومنيوم ذو الالتصاق الأفضل إجراءً فعالاً لحل مشكلة طلاء الألومنيوم.
في الإنتاج الفعلي، سيتم اختيار الفيلم المعدني المحسن لحل مشكلة نقل طلاء الألومنيوم الشديد. على سبيل المثال، عند إنتاج فيلم فمبيت محسن، يتم استخدام فيلم حيوان أليف مع معالجة الطلاء الكيميائي كفيلم أساسي لتحسين التصاق طبقة طلاء الألومنيوم. ولكن في هذه الحالة التكلفة أعلى من ذلك بكثير. لذلك بالنسبة للتغليف العام، يجب علينا أولاً التحقق مما إذا كانت جودة الفيلم المعدني الذي اشتريناه مؤهلة وتتوافق مع المعايير. &نبسب;
(2)&نبسب;لتقليل الضغط البيني للصفائح،يقترح التحسين من الجانبين التاليين:
① أناالإجهاد الداخلي الناتج عنمغلفةتوتر
السيطرة على التوتر الرقائقي: تجنب الضغط الميكانيكي الناجم عن عدم تطابق التوتر الذي يمارس على ركيزتين عند الترقق. ما إذا كان الفيلم الرقائقي هو"مجعد"هي طريقة مباشرة لتحديد ما إذا كان التوتر الرقائقي متطابقًا. وهذا يعني، وضع العينة مغلفة دون علاج سن الجدول للقطع المتقاطع. إذا كان الفيلم الرقائقي ملتوي في أي اتجاه، فإنه يشير إلى أن التوتر في هذا الاتجاه كبير، وهناك"الضغط الميكانيكى"في التصفيح.
انتبه إلى معدل الانكماش الساخن للفيلم الرقائقي نفسه:
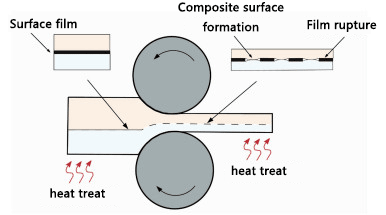
في عملية المعالجة الحرارية اللاحقة، ستولد الأفلام الأساسية المختلفة معدلات انكماش مختلفة تحت ظروف درجة حرارة المعالجة المقابلة، مما سيؤدي إلى إجهاد الانكماش الحراري. &نبسب;
هناك طريقتان لاختبار معدل الانكماش الحراري للفيلم الرقائقي:
•&نبسب;ظروف اختبار الحرارة الجافة: ضع الفيلم في حالة الحرارة الجافة عند150 ~ 200درجه مئوية&نبسب;وقم بتخزينه في درجة حرارة ثابتة لمدة 5 دقائق، ثم قم باختبار ومقارنة تغيرات الانكماش قبل وبعد.
•&نبسب;شروط اختبار الماء الساخن: ضع الفيلم في الماء الساخن عند100درجه مئوية&نبسب;لمدة 5 دقائق ثم أخرجيه. اختبار ومقارنة تغييرات الانكماش قبل وبعد.
ولذلك، فإن تقليل التجعد (الإجهاد الميكانيكي والإجهاد الحراري) للفيلم الرقائقي بعد وضعه في الآلة أو المعالجة، يمكن أن يقلل بشكل فعال من نقل طلاء الألومنيوم الناتج عن الضغط بين الأفلام.
② قوة الالتصاق والتقشير
عادةيستطيع التحسنمن الجوانب الثلاثة التالية:
أ.&نبسب;اختر نموذج الغراء ذو الغروانية الناعمة والأداء الممتاز&نبسب;إلى صتقليل الضغط الميكانيكي على الألومنيومطلاء&نبسب;طبقة؛
ب.&نبسب;انخفاض درجة حرارة المعالجة: تحسين نسبة الانكماش لمواد الترقق بشكل فعال وتقليل الضغط على طبقة طلاء الألومنيوم؛
ج.&نبسب;كيفية استخدام اللاصق بشكل صحيح:
•&نبسب;اختر مواد لاصقة تتمتع بالمرونة وقابلية التمدد المناسبة.
•&نبسب;اعتماد المناسبتين -حزمة الغراء&نبسب;النسبة: عندما يتم تحضير الغراء،قلل الكمية من عامل المعالجة بشكل مناسب، بحيث يتم تقليل تفاعل التشابك للعامل الرئيسي وعامل المعالجة&نبسب;أيضًا,&نبسب;مما أدى إلى الحد منالهشاشةوالإجهادفي المغلفة&نبسب;فيلم.
•&نبسب;التأكد من تجانس الطلاء وكمية الغراء:&نبسب;احتفظ بالحد الأدنى من الغراء، واجعله موحدًا على الفيلم الأساسي، وتجنب توليد بقع بيضاء وفقاعات عند وضعه في الماكينة، وذلك لتقليل الضغط في الفيلم الرقائقي.
•&نبسب;عملية طلاء الألمنيوم واللصق:&نبسب;وخاصة عندما لا يكون هناك مذيب،&نبسب;استخدم ال&نبسب;الألومنيوم المناسبطلاء&نبسب;وعملية اللصق لتعزيز توحيد طلاء الغراء وتقليل مخاطر البقع البيضاء.
•&نبسب;عملية المعالجة: يمكن استخدام المعالجة بدرجة حرارة منخفضة لتقليل تأثير الإجهاد الداخلي المفرط الناتج عن انكماش الطبقة الداخلية بدرجة حرارة عالية.